


液态模锻的主要工艺参数有哪些?
1.比压
液态模锻具有固溶体的铝合金时,比压不大就能使金属压实,而液态模锻共晶铝合金所需的比压要大得多;液态模锻结晶温度范围宽的铜合金,也需用较大的比压。比压过小达不到组织密实的效果;但是比压过大,对锻件性能的改善并不明显。
加压速度越慢,金属在模具内停留时间长,所需的比压也越大。锻件直径小,金属量少,凝固快,所需的比压也就大。锻件外形越复杂、金属浇注温度越低,所需的比压也越大。
一般有色金属锻件的比压大于50MPa,圆柱形钢锻件的比压为250MPa左右。
2.加压开始时间
加压迟早对锻件质量有很大的影响。根据材料不同,可以在熔融或半熔融的状态下加压,加线温度为准。在这段时间范围内的具体加压时机,取决于金属的浇注温度、液相—固相线温度、模具预热温度等。一般来说,金属呈熔融状态时开始加压效果较好。
3.加压速度
加压速度要快,以便模具能及时将压力作用于金属上,促使结晶、塑性变形和最终成形。但是加压过决,在凸模下方的金属可能会产生涡流,甚至凸、凹模之间的金属流失过多。加压速度,一般对小锻件取0.2-0.4m/s,大锻件取0.1rn/s。
4.保压时间
液态模锻时,金属结晶与流动成形都需一定时间,因此在整个成形过程中都必须保压摹但是过分延长保压时间没有必要,而且还会降低生产率和缩短模具寿命。保压时间主要取决于锻件厚度,钢件可按每10mm厚度取5s保压时间计算。铝件直径小于50mm时,每1mm厚度取0.5s保压;厚度大于100mm时,每1mrn厚度取1-1.5s。
5.浇注温度
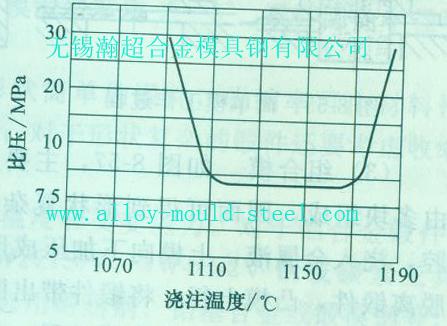
浇注温度可参考铸造浇注温度确定,但应偏低一些,以便金属内部的气体排出。但是如果浇注温度太低,由于凝固快而使比压增大。浇注温度太。高,所需比压也要增大,因为缩孔在最厚处生成,比压小则不易消除。下图是100mm直径的铝青铜浇注温度与比压的关系。
6.模具温度
模具温度过高容易产生粘模现象,脱模困难;温度过低,则容易出现冷隔和表面裂纹等缺陷。对此,模具预热温度一般应在200一400℃。形状简单的铝合金锻件,模具温度应为200一300℃;碳钢锻件其模具温度为150~200℃。在压制过程中,当模具温度高于700℃时,应使用冷却装置,以保持合适的工作条件。
有关更多的液态模锻的主要工艺参数有哪些信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可以咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、热锻模具钢、热挤压模具钢、压铸模具钢、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、冷镦模具钢、塑料模具钢、进口模具钢、特种模具钢、B3、LD、LM1、瑞典QRO 90Suprem、瑞典Stavax ESR-UD、YXR3、3Cr17Mo、SMV3P等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-11-11 11:53:57 】 【 关闭本页 】
新闻动态
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号