


什么是工步图,怎样进行工步设计?
工步图表示毛坯在模锻变形每一步中应该具有的形状和尺寸。确定这些工步图的过程称为工步设计。制坯和模锻模膛根据工步图设计制造。
热模锻压力机上预锻工步用得较多,预锻模膛的形状和尺寸与终锻模膛的差别较大(曲工步的设计与锤锻模相同)。
1.终锻工步设计
主要内容是设计热锻件图和飞边槽,设计原则与锤上模锻基本相同。但是,热模锻压力机上由于采用了较完备的制坯和预锻工步,金属在终锻模膛内的变形主要以镦粗方式进行,飞边阻力的重要性比锤上模锻要差些,而较多地起着排泄和容纳多余金属的作用。因此,飞边槽桥部及仓部的高度比锤上要大一些。飞边槽结构型式及尺寸。型式工应用比较普遍,型式Ⅱ用于锻件形状较简单的情况。当飞边槽仓部至模块边缘的距离小于20一25nm时,可将仓部直接开通至模块边缘。
热模锻压力机上模锻时,锻件的高度不是依靠上下模面的压合,而是由设备行程来保证,因而滑块在下止点时,上下模面之间要留有一定的间晾)用以调整模具闭合高度,并抵消设备的一部分弹性变形,保证锻件高度方向的尺寸精度,还可以防止设备发生闷车。
2.预锻工步设计
预锻工步图根据终锻工步图设计,设计的原则是使预锻后的毛坯在终锻模膛中尽可能以镦粗方式成形。具体考虑以下设计要点。
(1)预锻模膛的高度比终锻模膛相应大2-5mm,宽度适当减小,并使预锻件的横截面积稍大于终锻件相应的横截面积。若终锻件的横截面呈圆形,则相应的预锻件横截面应为椭凰逝婆截面的椭圆度约为终锻件相应截面直径的4%-5%。
(2)合理分配预锻件各部分的体积,使终锻时多余的金属能合理地流动,避免产生缺陷。例如,需要冲孔的锻件,孔径不大时,预锻件与终锻件的内孔深度之差应该小于5mm ,以免终锻时内孔有较多的金属径,工步的毛坯体积可比终锻工步大66%。当孔径较大时,还必须将终锻模膛的连皮设计成图5-7所示的结构,以容纳连皮处多余的金属。
(3)终锻时毛坯靠压人方式成形时夕预锻件形状与终锻件有显著差别,应该使预锻件的侧面在终锻模膛中,变形一开始就与模壁接触,从而限制金属的径向流动,迫使其流向模膛深处。
(4)预锻件在终锻模膛中应该能够方便而准确地定位,因此,、甄锻锥少与定位相关的形状和尺寸应与终锻件相应吻合。
(5)形状简单的锻件,预锻模膛可以不设飞边槽。飞边槽,桥部高度应比终锻模膛相应大30%-60%,桥部宽度和仓部高度可适当减小。
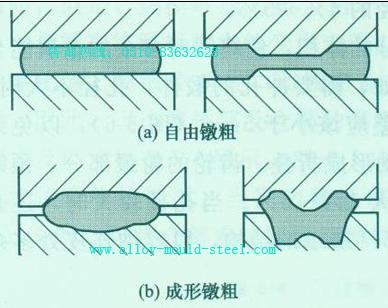
3.镦粗工步设计
成形镦粗[下图(b)]时,毛坯的流动受到模壁的限制,使毛坯接近预锻件形状。成形镦粗可得到形状较复杂的中间毛坯,但脫落的氧化皮容易压入毛坯,因此成形镦粗前应将毛坯表面氧化皮清胺盈色设计成形镦粗工步的原则与预锻工步相同,是把预锻件看作终锻件,而把成形镦粗件看作预锻件来设计。
更多的信息,请直接联系无锡瀚超在线客服人员,还有致力于热挤压模具钢失效研究,专业销售应用于热挤压模具钢的高性价比热挤压模具钢【如:HM3(3Cr3Mo3VNb)、RM2(5Cr4W5Mo2V)、HD(4Cr3Mo2NiVNb)、3Cr2W8V(T20280)】等提供热挤压模具钢失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-10-10 10:58:26 】 【 关闭本页 】
新闻动态
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号