


精压工艺如何实现,精压件图和精压毛坯图如何没汁?
钢件的精压应在锻件热处理之后进行。铝件的精压变呈度较小(<15%)时,由于加工硬化不严重,可在淬火时效后进行;若变形程度较大,最好在热处理前精压,或热处理前预先精压一次(冷态或热态下),热处理后进行最后冷精压,以减少最后冷精压的变形量。

平面精压多是冷态下在精压机上进行。平面精压后,精压件平面中心有凸起现象[下图 (a)]。凸起值(Hmax-Hmin)/2可达0.3一0.5mm,对精压件的尺寸精度影响很大。产生凸起的原因,主要是压板局部弹性变形所致,这与精压面上的压应力大小及其不均匀分布[下图 (b)]有关。凡是减小单位压力和单位摩擦力的措施,都会使凸起值减小。此外,如果压板厚度不够,压板材料的弹性模数小,则在较高的不均匀应力下,压板将发生弯曲,会增大凸起的数值。中间有孔的精压面,精压时接触面上应力分布较均匀,精压后平面的凸起减小。为了减小精压平面的凸起,可采取加强润滑以及提高压板刚度等措施;另外,可在冷精压前先热精压一次,减小冷精压余量,也能使凸起值减小。
体积精压多是热态下在精压机上进行。精压机的滑块可以将上模调整到任意高度,使精压后高度方向的尺寸控制在精确的公差范围内(±O.1mm)。体积精压也可以在螺旋压力机上进行。螺旋压力机的滑块没有固定的下死点,机身和螺杆的弹性变形量,可以通过滑块进一步向下移动来补偿,只要有足够的打击能量,每次锻击都能够保证上下模打靠,因而锻件的精度完全靠模具的精度来保证。精压时可以通逝法来微调锻件的精确高度。模座两边有精密垫板与模座垫板配合使用,以精确控制锻件高度,横向错移的控制,靠在侧基准面加垫片来调整,纵向错移的控制,则在下模后端面加垫片来调整。
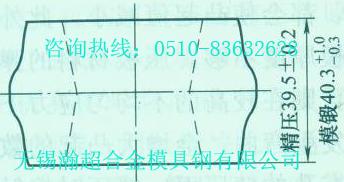
精压件图是根据产品零件图绘制的,;车间的产品图,也是制造精压模具的依据;精压毛坯图实际就是进入精压工序之前的模锻件图,是检验精肼毛坯以及制造锻模的依据,它是根据精压件图,并考虑到精压时的精压余量和精压后水平方向尺寸的变化等因素而绘制的。如果平面精压只在模锻件的局部地方进行,大部分仍保持着模锻件的外形尺寸和公差,则可以在模锻件图上直接注明精压尺寸和要求,不必另绘精压件图,如下图所示。
更多的信息,请直接联系无锡瀚超在线客服人员,还有致力于热挤压模具钢失效研究,专业销售应用于热挤压模具钢的高性价比热挤压模具钢【如:HM3(3Cr3Mo3VNb)、RM2(5Cr4W5Mo2V)、HD(4Cr3Mo2NiVNb)、3Cr2W8V(T20280)】等提供热挤压模具钢失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-10-07 10:45:35 】 【 关闭本页 】
新闻动态
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号