


切边凸模如何设计,凸、凹模间隙如何确定,凸模如何固定?
切边凸模起传递压力的作用,要求它与锻件有+定的接触积(推压面),而且其形状应基本互相吻合。不均匀的接触或推压面太小,切边时锻件因局部受压,会发;扭曲和表面压伤等缺陷,甚至造成废品。另外,为了避免啃坏锻件的过渡面,应在该处留出空隙△△值等于锻件相应处水平尺寸正偏差之半加0. 3~0. 5mm。

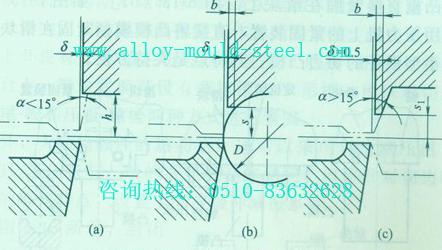
为了便于加工制造,凸模并不需要与锻件顶面所有的表面形状都接触,可以适当简化Ⅱ图下图(a)]。一般选择锻件形状简单的一面作为切边时的承压面[下图 (b)]。
切边时,凸模一般会进入凹模内,凸、凹模之间应该有适当的间隙δ。δ靠减小凸模轮廓尺寸保证。间隙过大,-不利于凸、凹模位置的对准,容易产生偏心切边和不均匀的残余毛刺,间隙过小,飞边不易从凸模上取下,而且凸、凹模有互啃的危险。
切边模的性质不同,间隙δ也不同。当凹模起切刃作用时[下图 (a)、(b)],间隙δ可适当放大,凸、凹模同时起切刃作用时[下图 (c)],间隙δ较小。对于凹模起切刃作用的凸、凹模间隙δ,按下图及表6-2确定。有些工厂按切边压力机吨位决定凸、凹模的间隙,如表6-3所示。当锻件模锻斜度大于15°时[下图(c)],间隙δ不宜太大,以免切边时造成锻件边缘向上卷起,并引起较大的残留毛刺。为此,凸模应按图示形式与锻件配合,并每边保持0.5mm左右的最小间隙。
对于凸、凹模同时起切刃作用的凸、凹模间隙,可按下式计算:
δ=kt (mm)
式中 t——切边厚度,mm;
k——材料系数,钢、钛合金、硬铝,k=0.08一0.1;铝、镁、铜合金,k=0.04一0.06。
表6-2 切边凸凹模的间隙δ 单位:mm
|
型式(a) |
型式(b) |
||
|
h |
δ |
D |
δ |
|
<10 10~18 19~23 24~30 >30 |
0.5 0.8 1.0 1.2 1.5 |
<30 30~47 48~58 59~70 >70 |
0.5 0.8/ 1.0 1.2 1.5 |
沿整个切边轮廓线,间隙应按最小值取成一致。凸模下端不可有锐边(锐边易弯卷,淬火时易崩裂),应从s、和sl高度处削平[上图 (b)、 (c)]。s和sl的大小可用作图法确定,使凸模下端削平后的宽度b,对小型锻件为1。5-2mm,中型锻件为2 – 3rnm,大型锻件为3-5mrn。
表6-3 按切边压力机吨位确定间隙占 单位:.mm
|
吨位/kN |
δ |
|
1600~2500 3150~5000 10000 |
0.5~0.8 0.8~1.2 1.2~1.5 |
凸模的固定方式主要有两种。
1)直接紧固。如弓用楔将凸模燕尾直接紧固在切边压力机滑块上,前后用中心键定位。这种方式夹持牢固,适用于紧固大型锻件的切边凸模。对于特别大的锻件,可用压板、螺栓将凸模直接紧固在滑块上。利用压力机上的紧固装置,夹上,适用于中小型锻件的切边凸模,其特点是夹持方便。
(2)模座紧固。再将凸模座紧固在滑块上,,中小型锻件的切边凸模常用键槽和螺钉,或者燕尾和楔固定在模座上,再将模座固定在切边压力机的滑块上,可以减小凸模的高度,节省模具钢。
更多的信息,请直接联系无锡瀚超在线客服人员,还有致力于热挤压模具钢失效研究,专业销售应用于热挤压模具钢的高性价比热挤压模具钢【如:HM3(3Cr3Mo3VNb)、RM2(5Cr4W5Mo2V)、HD(4Cr3Mo2NiVNb)、3Cr2W8V(T20280)】等提供热挤压模具钢失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-09-26 10:08:19 】 【 关闭本页 】
新闻动态
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号