


拔长模膛的结构和类型是怎样的,拔长模膛怎样设汁?
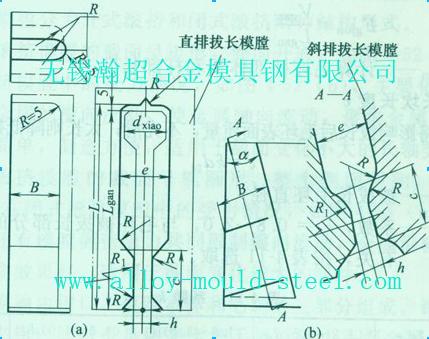
拔长模膛在模块上的排列有直排和斜排两种。直排拔长模膛容易控制拔长尺寸和避免毛坯弯曲;斜排拔长模膛的中心线与模块燕尾中心线呈一定的夹角口,适用于较长锻件,有利于增加承击面,一般夹角玟可以取为10。、12。、15。、l6。、 -”…碰到锻锤机架。有切断模膛时,可将斜排拔长模膛与切断模膛一前一后安排在同一侧边,以便减小模块尺寸。
拔长模膛以计算毛坯为依据进行设计,主要确定拔长坎高度厄、长度C和宽度B。
1.拔长坎高度h
(1)如果锻件杆部截面积变化不大,仅需拔长制坯时,高度九应该保证打击合模时能获得计算毛坯杆部最小截面积Fmin(较大的截面可以用上下模打不靠来实现)。取:
h=(0.8一0.9)Fmin-1/2或 h=(0.7一0.8)dmin
(2)如果锻件杆部截面变化较大,不仅需要拔长而且还要滚挤制坯时,高度h应该保证打击合模时能获得计算毛坯杆部平均截面积Fgjun。
h=(0.8一0.9)Fgjun-1/2或 h=(0.7一0.8)dgjun
式中dgjun——计算毛坯杆帮平均直径,dgjun =1.13Fgjun-1/2 ,
Fgjun=V gan/Lgan
V gan、Lgan——计算毛坯杆部体积和杆部长度。
2.拔长坎长度c
c太短将影响拔长后毛坯表面质量,不光滑;太长则降低拔长彭碎。
c=kdpi
式中dpi——被拔长毛坯直径;
k——系数,k=0.8~2.0,与毛坯被拔长部分的原长Lpi有关,按表4-11选取。
表4-11 系数k
|
Lpi |
<1.2dpi |
(1.2~1.5)dpi |
(1.5~3.0)dpi |
(3.0~4.0)dpi |
>4.0dpi |
|
k |
0.8~1.0 |
1.2 |
1.4 |
1.5 |
2.0 |
3.模膛宽度B
应保证上下模一次打靠时金属不流到外面,翻转90°再打击时不产生弯曲;为了便于拔长操作,模膛宽度B宜取大些。
B= (1. 3-2. 0)dpi
系数值直排式模膛取较大值,斜排式模膛取较小值;dpi大时取较小值,dpi小时取较大值。
4.其余尺寸
坎部的纵截面形状应做成凸圆弧形,有助于金属的轴向流动,提高拔长效率。
R=0. 25c;R1 =2.5c
有小头部分时,e=l.2d xiao(式中,d xiao为小头直径)。
无小头部分时,e=2h。
L =Lgan +5mm
式中 L——拔长模膛长度;
Lgan——拔长杆部长度。
有关更多的塑料是如何发展起来的及有怎样的成分和添加剂信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可以咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、热锻模具钢、热挤压模具钢、压铸模具钢、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、冷镦模具钢、塑料模具钢、进口模具钢、特种模具钢、LD、LM1、瑞典QRO 90 Suprem、瑞典Stavax ESR-UD、YXR3、3Cr17Mo、SMV3P等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
新闻动态
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号