


如何计算成型零件的工作尺寸和哪些因素有关?
(1)型腔和型芯的径向尺寸
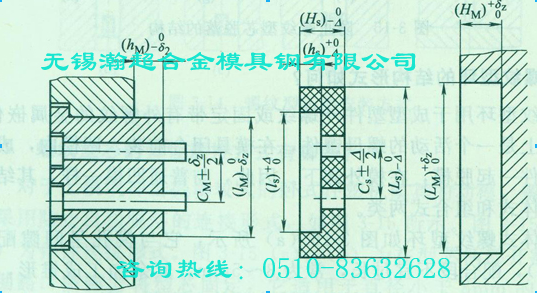
型腔 (LM)+δoz=[(1+S)Ls-χΔ]+ δoz
型芯 (lM)-δoz =[(1+S)ls-χΔ]- δoz
式中 LM——型腔的径向工作尺寸,mm;
lM——型芯的径向工作尺寸,mm;
S——塑件的平均收缩率,S=![]() ,Smax为塑件的最大收缩率,Smin为塑件的最小收缩率;
,Smax为塑件的最大收缩率,Smin为塑件的最小收缩率;
Ls、ls——一塑件的径向尺寸,mm;
Δ——塑件的尺寸公差,mm;
![]() ——修正系数,当塑件尺寸较大,精度要求较低时,
——修正系数,当塑件尺寸较大,精度要求较低时,![]() =0.5,当塑件尺寸较小,精度要求较高时,
=0.5,当塑件尺寸较小,精度要求较高时,![]() =0.75;
=0.75;
δz——模具制造公差,mm。
(2)型腔深度和型芯高度尺寸
型腔 (HM)+δoz=[(1+S)Hs-χΔ]+ δoz
型芯 (hM)-δoz =[(1+S)hs-χΔ]- δoz
式中 HM-型腔的深度工作尺寸,mm;
H M——型芯的高度工作尺寸,mm;
![]() ——修正系数,当塑件尺寸较大,精度要求较低时,
——修正系数,当塑件尺寸较大,精度要求较低时,![]() =1/3,,当塑件尺寸较小,精度要求较高时,
=1/3,,当塑件尺寸较小,精度要求较高时,![]() =1/2
=1/2
(3)中心距尺寸
塑件上凸台之间、凹槽之间或孔的中心等这一类尺寸称为中心距尺寸,计算时不必考虑模具的磨损量。
(CM)±![]() δz=[(1+S)Cs] ±
δz=[(1+S)Cs] ±![]() δz
δz
式中CM –模具中心距尺寸,mm;
Cs——塑件中心距尺寸,mm。
(4)工作尺寸校核
按平均收缩法计算模具成型零件工作尺寸有一定误差,这是因为上述公式中的δz和![]() 取值主要凭经验确定。为保证塑件实际尺寸在规定的公差范围内,特别是对尺寸较大且收收缩率波动范围较大的塑件,需对成型尺寸进行校核,其校核条件是塑件成型尺寸公差应小于塑件尺寸公差。
取值主要凭经验确定。为保证塑件实际尺寸在规定的公差范围内,特别是对尺寸较大且收收缩率波动范围较大的塑件,需对成型尺寸进行校核,其校核条件是塑件成型尺寸公差应小于塑件尺寸公差。
型腔的径向尺寸:( Smax – Smin ) Ls +δz +δc<Δ (δc=Δ/6)
型芯的径向尺寸:(Smax – Smin)ls十δz+δc<Δ(δc=Δ/6)
型腔的深度尺寸:(Smax- Smin)Hs+δz<Δ
型芯的高度尺寸:(Smax- Smin)Hs+δz<Δ
中心距尺寸:(Smax- Smin)Cs<Δ
模具知识
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号