


热挤压概念和工艺特点以及热挤压方法
热挤压概念
热的坯料在三向不均匀应力作用下,从模具的孔口或隙缝挤出,使之横断面积减小,长度增加,成为所需制品的加工方法,称为热挤压。热挤压时,要将坯料加热到再结晶温度以上,然后才能进行热挤压。用于制造热挤压工艺模具的钢种称为热挤压模具钢,无锡市瀚超特殊钢有限公司致力于合金模具钢应用研究,专业销售高性能热挤压模具钢、热锻模具钢以及其它优质合金模具钢(无磁模具钢、热作模具钢、冷作模具钢、塑料模具钢、基体钢、火焰淬火钢、透气钢、进口模具钢、特种模具钢等),提供模具失效分析及模具寿命解决方案“一站式”服务。
热挤压工艺特点
热挤压工艺有如下特点:
⑴、热挤压工艺比较简单,一般是一次挤压成形,加工工序少,生产效率比模锻高。
⑵、热挤压是一种少、无切削的金属压力加工工艺,因此,加工余量和公差可减少到完全不要或只需少量机械加工的程度,节省了原材料和机加工时间。了解更多相关资讯,敬请关注无锡瀚超合金模具钢网站www.alloy-mould-steel.com。
⑶、产品质量好,精确度高,表面粗糙度值小,一般中、小型有色金属挤压件的尺寸公差可达±0.1~0.2mm,表面粗糙度可达Ra0.80以下。黑色金属挤压件的尺寸公差可达±0.2~0.4mm,表面粗糙度可达Ra6.3以下。
⑷、挤压力较小,可以挤压强度较高、尺寸较大的零件。
⑸、当在速度较低的设备(如液压机)上进行热挤压时,坯料温度应尽可能接近锻造温度的上限。当在速度较高的设备上进行热挤压时,坯料温度应比锻造温度低50~100℃,因为挤压件的温度升高很多,容易引起过烧或开裂。
⑹、热挤压对模具的耐热性能有一定要求,在挤压过程中,应进行充分的冷却,使模具温度不致过高。
热挤压方法
热挤压方法有如下几种:
⑴正挤压:
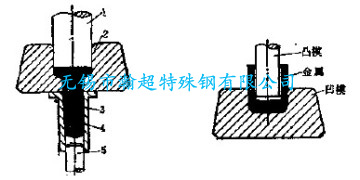
坯料从模孔中被挤出部分的运动方向与凸模运动方向相同的挤压方式,称为正挤压,如图1左图所示(图中:1-凸模,2-凹模,3-导向套,4-金属,5-顶杆)。正挤压法可以挤压各种截面形状的实心件和空心件。
⑵反挤压:
坯料的一部分沿着冲头与凹模之间的间隙被挤出,其流动方向与凸模运动方向相反的挤压方式称为反挤压,如图1右图所示。反挤压法可挤压不同截面形状的空心件。
⑶复合挤压:
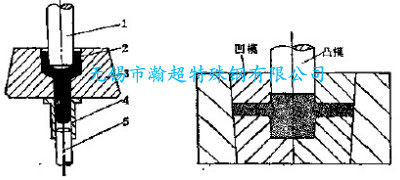
同时兼有正挤、反挤时金属流动特征的挤压,称为复合挤压,如图2左图所示(图中:1-凸模,2-金属,3-凹模,4-导向套,5-顶杆)。
⑷径向挤压:
坯料沿径向挤出的挤压方式,称为径向挤压,如图2右图所示。用这种方法可以成形有局部粗大凸缘、有径向齿槽及筒形件等。
应用于热挤压模具的高性能热作模具钢:YXR3、QRO 90 Supreme、Dievar、DRM2、DH31-S、DH31-EX、DAC55、HD(4Cr3Mo2NiVNb)、HM3(3Cr3Mo3VNb)、ER8(4Cr3Mo2MnVB)、GR(4Cr3Mo3W4VNb)、RM2(5Cr4W5Mo2V)、CG2(6Cr4Mo3Ni2WV)、012Al(5Cr4MoSiMnVAl)、65Nb(6Cr4W3Mo2VNb)、Y4(4Cr3Mo2MnVNbB)、Y10(4Cr5Mo2MnVSi)等。
更多信息
请直接与无锡市瀚超特殊钢有限公司合金模具钢营业部服务人员联络(热线电话:0510-83632628),以获得更多的有关热挤压工艺最新动态以及优质合金模具钢(基体钢、无磁模具钢、热作模具钢、热挤压模具钢、冷作模具钢、塑料模具钢、进口模具钢、透气钢、火焰淬火钢、特种模具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:无锡市瀚超特殊钢有限公司合金模具钢营业部
『版权所有,转载或引用请注明链接和出处』
模具知识
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号