


首页 -->新闻动态 -->红冲模具及红冲工艺发展动态
红冲模具的形式和分类以及设计要求
红冲工艺是在精锻和热挤压基础上发展起来的新工艺,像汽车、拖拉机、柴油机甚至飞机等的锻压件改用红冲工艺生产后,都可以明显地提高零件的力学性能、减少坯料投入、提高生产效率、节省能源、降低制造成本。无锡市瀚超特殊钢有限公司致力于红冲模具推广应用及失效研究,专业销售高性能、高性价比红冲模具用钢(QRO 90 Supreme、Dievar、YXR3、HD(4Cr3Mo2NiVNb)、GR(4Cr3Mo3W4VNb)、Y4(4Cr3Mo2MnVNbB)、Y10(4Cr5Mo2MnVSi)、RM2(5Cr4W5Mo2V)、HM1(3Cr3Mo3W2V)、HM3(3Cr3Mo3VNb)、3Cr2W8V、H13等),提供红冲模具寿命解决方案“一站式”服务。以下介绍红冲模具的形式和分类以及设计要求。
⒈红冲模具的形式
红冲模具有水平分型锻压(哈呋)模、抽芯模、弹簧模、蝴蝶模和普通冲压模几种形式。
⒉红冲模具的分类
⑴、按工艺性质分为正挤压模、反挤压模、复合挤压模和锻压模。
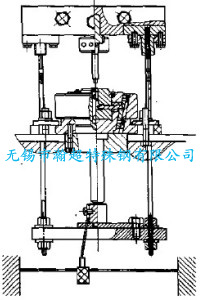
⑵、按制件形状可分为实心模(见题图-图1:实心模)和空心模(见图2:空心模)。实心模是指经挤压成形后的压制件内部结构像锻压件一样是实心的。空心模是指制件经挤压后的压制件内部结构是空心的模具,它的主要作用是减少金属坯料用量,同时也可减少机加工切削量,从而达到节料省工、增效的目的。
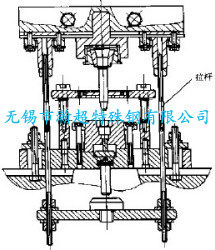
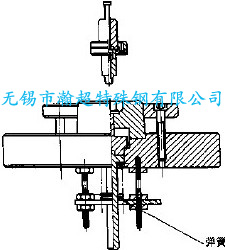
⑶、按压制件的出模方式分为拉杆模(见图3)和弹簧模(见图4)两种。拉杆模是将拉杆固定在压力机滑块上,利用滑块回程时,带动下顶板顶起凹模内下顶杆,顶出嵌在凹模内的压制件,拉杆方式适宜于长度在20mm以上的压制件出模。弹簧模是在凹模下顶杆与下顶板之间装上一只弹簧,在挤压时,上冲模的压力将弹簧压紧,当上冲回程后,弹簧恢复作用力将压制件弹出凹模,利用弹簧出模适宜较小的压制件,它的特点是模具平面操作空间大,红冲操作时较为方便,生产效率较高。
⒊红冲模具的设计要求
在红冲过程中,金属毛坯在模具型腔内处于高温、高压下发生激烈的变形。模具工人长期在恶劣的条件下工作,为确保模具的质量,所以在设计红冲模具时应考虑以下几点:
⑴、合理运用各种模具的制作材料,保证模具在高温、高压下有足够的强度和刚度。对制件直接工作部分(如凹模、凸模、型腔内抽芯、打料杆、顶杆等)全部采用耐高温的热作模具钢,并且选择合理的几何形状及圆角过渡。
⑵、对受单位压力较大的制件进行红冲时,凹模应采用预应力结构,不采用整体结构。
⑶、模具工作部分与上托、底座之间,要有足够大的支承面和一定厚度的淬硬垫板,以确保承压后模具的精度。
⑷、模具采用标准化设计,以便易损零、部件的制作和更换。
⑸、模具的安装、紧固及工作部分拆卸应力求设计合理、使用方便。同时也应考虑红冲操作时,进料和出件的方便和灵活性。
⑹、因红冲模具工作条件恶劣,模具损耗大,造成使用寿命短。所以考虑如何提高红冲模具使用寿命也是设计的一个主要内容。
⑺、采用性能价格比合理的耐高温材料,采取先进的加工工艺,降低模具制造成本。
更多信息
请直接与无锡市瀚超特殊钢有限公司服务人员联络(热线电话:0510-83632628),以获得更多的有关红冲模具的形式、分类、设计要求和红冲模具发展动态资讯以及优质合金模具钢(热挤压模具钢、热锻模具钢、压铸模具钢、冷挤压模具钢、冷镦模具钢、冷冲压模具钢、冷拉深模具钢、火焰淬火模具钢、塑料模具钢、进口模具钢、无磁模具钢、透气钢、高强度铍铜合金等)的选择、应用、热处理及库存等相关资料。
资料来源:无锡市瀚超特殊钢有限公司合金模具钢营业部
『版权所有,转载或引用请注明链接和出处』
新闻动态
联系方式
弘超国际无锡办事处
无锡市瀚超特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621055
传真:86 0769-87728886
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国江苏省无锡市中元路汇坚国际五金机电城4-4019号